Soft-boiled eggs

Introduction
Soft-boiled eggs, with their creamy yolks and firm whites, are a global culinary favorite. As demand grows, manufacturers require automated soft-boiled egg processing lines to meet strict quality standards while maximizing output. This article explores the technology, processes, and insights behind modern soft-boiled egg production.
1. Understanding the Soft-Boiled Egg Processing Line
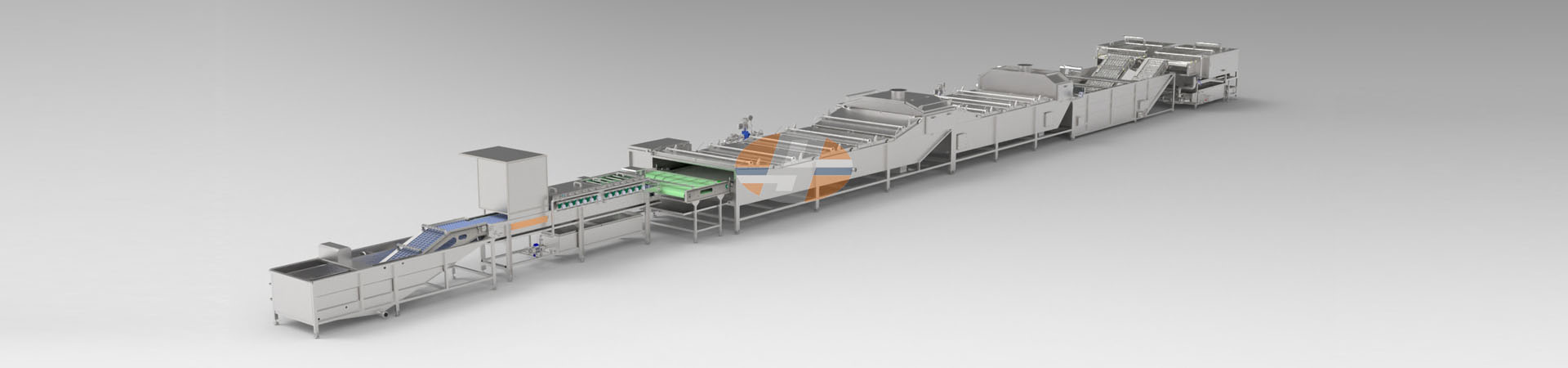
A fully automated soft-boiled egg processing line integrates precision cooking, rapid cooling, and hygienic packaging. Key stages include:
l Egg Sorting & Cleaning: Advanced optical sensors grade eggs by size/weight, followed by UV-sanitized washing.
l Precision Cooking: Steam or water baths with temperature-controlled systems ensure exact yolk consistency
l Flash Cooling: Ice-water immersion halts cooking instantly, preserving texture.
l Peeling & Inspection: Gentle vibration peelers minimize breakage; AI cameras detect defects.
l Vacuum Sealing: Extends shelf life while retaining freshness.
2. Benefits of Automated Soft-Boiled Egg Production
Investing in a commercial soft-boiled egg machine offers:
l Consistency: 99% accuracy in yolk doneness.
l Scalability: Produce 10,000+ units/hour with minimal labor.
l Compliance: Meets FDA, HACCP, and EU food safety regulations.
l Sustainability: Reduced water/energy consumption vs. manual methods.
3. Industry Trends Driving Demand
lReady-to-Eat (RTE) Foods: Busy consumers prioritize convenience.
lProtein-Rich Diets: Eggs are a cost-effective protein source.
lSmart Factories: IoT-enabled lines enable real-time monitoring via cloud platforms.
Conclusion
A state-of-the-art soft-boiled egg processing line is essential for manufacturers to capitalize on growing market opportunities.
CTA (Call to Action): Ready to upgrade your egg processing capabilities? Contact us for a free consultation on customized solutions!

